 简体中文
简体中文 
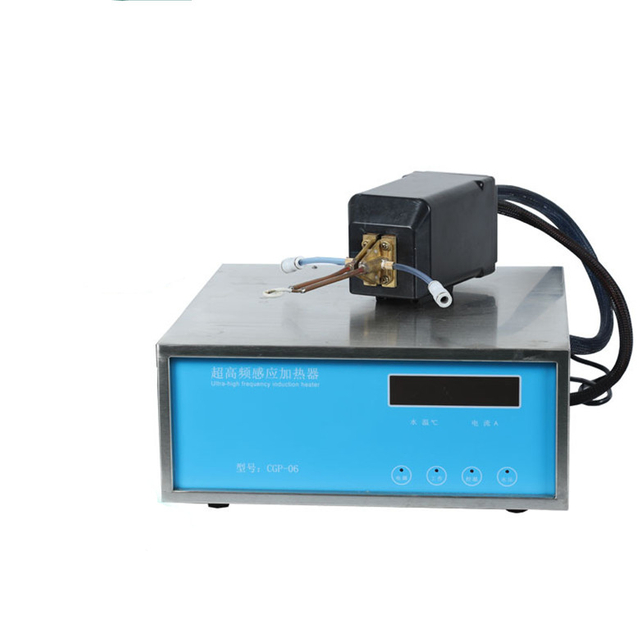
TX-25系列感应加热设备主要技术参数:
1、 振荡功率 : 25KVA
2、 输入功率 : 15KW
3、 振荡频率 : 30—80KHZ
4、 输入电压 : 三相 380V, 50 或 60HZ
5、 冷却水要求 : 0.2Mpa,4 ~ 5 L/min
6、 负载持续率 : 80%
7、 自动控制型的计时功能 :加热时间、保温时间、冷却时间 :1—99秒或0.1-9.9秒
应用范围 :
1、热锻压制行业--- 钢板圆钢折弯成型,整件锻打、局部锻打、紧固件锻打、钻头压制、各种标准件、非标准件的热墩,钳子、扳手等五金工具的锻前加热等。
2、焊接---(锡焊、银焊、铜焊)各种金属制品钎焊、各种刀具刀片焊接、钢管焊接、金刚石工具的焊接,各种采煤机截齿的焊接,各种钎头、钻头的焊接。
3、热处理---各种金属的淬火、退火、回火;尤其是局部处理、各种五金工具、手工工具的热处理,各种汽车配件,齿轮,链轮,液压件,机床导轨淬火热处理
4、熔炼---铸造熔炼、炼钢厂熔炼、贵重金属熔炼、实验室小型熔炼。
高频焊机是高频感应加热设备的其中一种,它不但可以对各种金属材料进行焊接,而且还可以对各种金属材料进行热加工、热处理、熔炼等
感应钎焊:感应钎焊是将需要焊接的金属工件(一般紫铜居多)放在感应线圈内,通高频交流电,产生感应电磁场,在工件表面耦合产生感应电动势,在金属表面形成感应涡流,依靠在金属表面产生的涡流发热,在焊接部位一般会涂上焊粉,待到工件达到钎料熔化温度时焊接即可.
焊接应用范围相当广泛,如例如:钨钢、合金钢等硬质合金刀头焊接,车刀、铣刀、钻头及钜片均可;各种规格的铁件、铜件、铝件、不锈钢件等;银触点、波纹管、电磁阀、管接头、钢带等;平面、端面、缝隙、对接、缺损等等.其焊条焊材的适用性较多,如:黄铜焊条、紫铜焊条、磷铜焊条、银焊条、银焊片及锡条、锡丝等.
高频焊接的特性与优点:
因焊接一般是在二工件之间进行的一种表面、表层的熔接、渗透工艺,以实现合二为一的目的.所以,在焊接过程中无需对工件进行深层加热和整体加热.只对工件进行表层加热和局部加热,不但可以明显地提高焊接速度,节省成本,而且还能有效地改善焊接质量,减轻氧化、硫化、脱碳、变色、变形及硬度影响等。
高频机的功率选择主要视工件的材质、尺寸、形状及速度要求等因素.同样规格的工件,铁质功率可选小一点,不锈钢略大一些,铜质要更大一些;同样材质的工件当然是尺寸大的所需功率大,尺寸小的所需功率小;被焊接部位及形状也会对功率的选择有影响,散热速度越快要求功率越大;需要的焊接速度越快功率也越大;等等.
TX-25系列感应加热设备主要技术参数:
1、 振荡功率 : 25KVA
2、 输入功率 : 15KW
3、 振荡频率 : 30—80KHZ
4、 输入电压 : 三相 380V, 50 或 60HZ
5、 冷却水要求 : 0.2Mpa,4 ~ 5 L/min
6、 负载持续率 : 80%
7、 自动控制型的计时功能 :加热时间、保温时间、冷却时间 :1—99秒或0.1-9.9秒
应用范围 :
1、热锻压制行业--- 钢板圆钢折弯成型,整件锻打、局部锻打、紧固件锻打、钻头压制、各种标准件、非标准件的热墩,钳子、扳手等五金工具的锻前加热等。
2、焊接---(锡焊、银焊、铜焊)各种金属制品钎焊、各种刀具刀片焊接、钢管焊接、金刚石工具的焊接,各种采煤机截齿的焊接,各种钎头、钻头的焊接。
3、热处理---各种金属的淬火、退火、回火;尤其是局部处理、各种五金工具、手工工具的热处理,各种汽车配件,齿轮,链轮,液压件,机床导轨淬火热处理
4、熔炼---铸造熔炼、炼钢厂熔炼、贵重金属熔炼、实验室小型熔炼。
高频焊机是高频感应加热设备的其中一种,它不但可以对各种金属材料进行焊接,而且还可以对各种金属材料进行热加工、热处理、熔炼等
感应钎焊:感应钎焊是将需要焊接的金属工件(一般紫铜居多)放在感应线圈内,通高频交流电,产生感应电磁场,在工件表面耦合产生感应电动势,在金属表面形成感应涡流,依靠在金属表面产生的涡流发热,在焊接部位一般会涂上焊粉,待到工件达到钎料熔化温度时焊接即可.
焊接应用范围相当广泛,如例如:钨钢、合金钢等硬质合金刀头焊接,车刀、铣刀、钻头及钜片均可;各种规格的铁件、铜件、铝件、不锈钢件等;银触点、波纹管、电磁阀、管接头、钢带等;平面、端面、缝隙、对接、缺损等等.其焊条焊材的适用性较多,如:黄铜焊条、紫铜焊条、磷铜焊条、银焊条、银焊片及锡条、锡丝等.
高频焊接的特性与优点:
因焊接一般是在二工件之间进行的一种表面、表层的熔接、渗透工艺,以实现合二为一的目的.所以,在焊接过程中无需对工件进行深层加热和整体加热.只对工件进行表层加热和局部加热,不但可以明显地提高焊接速度,节省成本,而且还能有效地改善焊接质量,减轻氧化、硫化、脱碳、变色、变形及硬度影响等。
高频机的功率选择主要视工件的材质、尺寸、形状及速度要求等因素.同样规格的工件,铁质功率可选小一点,不锈钢略大一些,铜质要更大一些;同样材质的工件当然是尺寸大的所需功率大,尺寸小的所需功率小;被焊接部位及形状也会对功率的选择有影响,散热速度越快要求功率越大;需要的焊接速度越快功率也越大;等等.